In the modern industrial era, fire safety and environmental sustainability are no longer mutually exclusive. As regulations tighten around halogenated compounds that release toxic fumes during combustion, the global polymer industry is turning to mineral-based solutions. AMS Fine Chemicals, a pioneer in inorganic chemistry from Bhavnagar, Gujarat, is a leading producer of high-performance Magnesium Hydroxide (Mg(OH)2)—the “Green Champion” of flame retardants.
This technical guide provides a deep dive into the role of Magnesium Hydroxide in plastics, rubber, and cable compounds, highlighting why it is the eco-friendly choice for safety-critical applications.
1. The Chemistry of “Cool” Fire Protection
Unlike halogenated flame retardants that release chemical radicals to stop combustion, Magnesium Hydroxide works through a multi-stage Physical-Thermal mechanism.
A. The Endothermic Decomposition
When a polymer containing Mg(OH)2 is exposed to heat, a chemical reaction occurs at approximately 330°C to 340°C. At this temperature, Magnesium Hydroxide decomposes into Magnesium Oxide and Water Vapor:
Mg(OH)2 + Heat > MgO + H2O
- Heat Sink Effect: This reaction is highly endothermic, absorbing roughly 328 cal/g of heat energy. This “sucks” heat away from the fire, significantly lowering the surface temperature of the plastic.
- Fuel Dilution: The released water vapor (steam) dilutes the flammable gases (pyrolyzates) coming off the melting polymer, making it harder for a flame to sustain itself.
B. The Ceramic Char Layer
The leftover byproduct, Magnesium Oxide (MgO), is a high-temperature refractory material. It forms a solid “char” or ceramic crust on the surface of the polymer. This layer acts as a physical barrier that:
- Blocks oxygen from reaching the combustible fuel.
- Insulates the unburnt plastic beneath from further heat radiation.
2. Why Mg(OH)2 is Superior to Al(OH)3 (ATH)
While Aluminum Trihydrate (ATH) is also a popular eco-friendly flame retardant, Magnesium Hydroxide offers two distinct advantages that make it indispensable for modern manufacturing.
- Higher Thermal Stability: ATH begins to decompose at ~200°C. For “engineering plastics” like Polypropylene (PP) or Polyamides (Nylon) that require high-temperature extrusion, ATH can “boil” and cause bubbles in the product. Magnesium Hydroxide stays stable up to 340°C, providing a much wider processing window for high-temp machinery.
- Increased Heat Absorption: Mg(OH)2 has a higher heat of decomposition than ATH, providing more “cooling power” per gram.
| Feature | Magnesium Hydroxide (Mg(OH)2) | Aluminum Trihydrate (Al(OH)3) |
| Decomposition Temp | 330°C – 340°C | 200°C – 220°C |
| Heat Absorption | ~1.37 kJ/g | ~1.17 kJ/g |
| Smoke Suppression | Excellent | Good |
| Suitable For | PP, PE, PA, Rubber, PVC | PVC, EVA, Polyester |
3. Application in Wire and Cable Compounds
In the event of a building fire, the cables running through walls and ceilings are often the primary highway for flame spread. This has led to the rise of LSZH (Low Smoke Zero Halogen) cable standards.
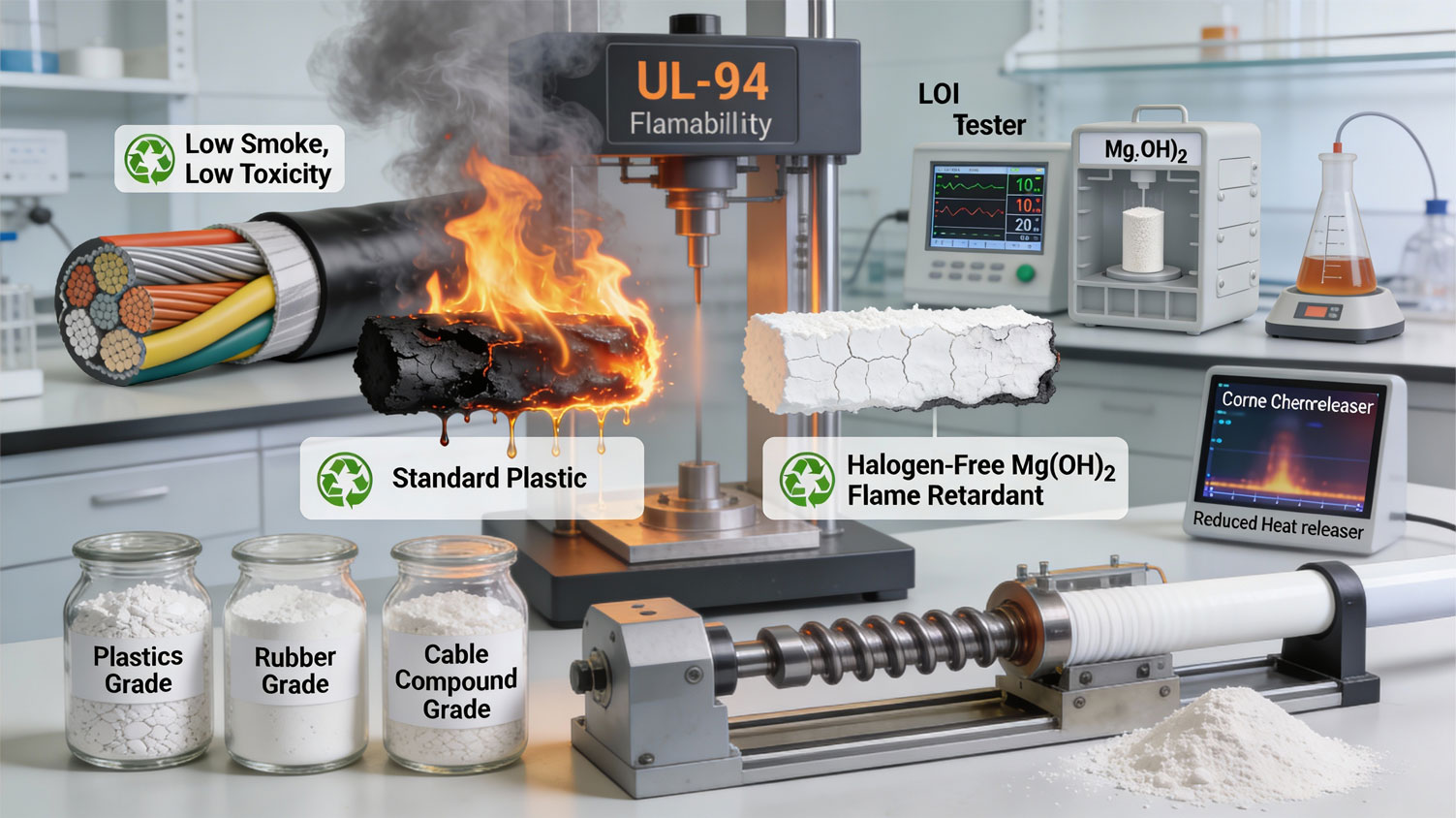
A. Low Smoke, High Visibility
Traditional PVC cables release thick, black, acidic smoke (HCl gas) which blinds evacuees and corrodes electronic equipment. Mg(OH)2 acts as a powerful smoke suppressant. It dilutes smoke particles with water vapor and captures acidic gases, ensuring that hallways remain clear and equipment stays safe.
B. Zero Halogen Compliance
Cables for hospitals, airports, and data centers now mandate “Zero Halogen” formulations. Magnesium Hydroxide from AMS Fine Chemicals allows manufacturers to meet these strict safety codes without sacrificing the mechanical flexibility of the cable jacket.
4. Performance in Rubber and Plastics
For the rubber industry—particularly in conveyor belts used in mines—flame retardancy is a life-or-death requirement.
- Conveyor Belts: Mg(OH)2 is used in heavy loadings in the rubber compound to prevent the belt from becoming a “fuse” that carries fire into deep tunnels.
- Automotive Plastics: Used in “under-the-hood” components where the plastic is near high-heat engines but must remain flame-resistant to prevent vehicle fires.
- Consumer Electronics: Used in the plastic casings of laptops and chargers where “non-toxic” end-of-life disposal is a key environmental requirement for global brands.
5. Overcoming the “Loading” Challenge
One challenge with mineral flame retardants is that they require high loading levels (often 50% to 65% by weight) to be effective. At AMS Fine Chemicals, we solve this through Surface Modification.
A. Silane and Stearic Acid Coating
Raw Magnesium Hydroxide is “hydrophilic” (loves water), while most plastics are “hydrophobic” (hate water). This creates a “oil and water” mixing problem. We offer surface-treated grades:
- Stearic Acid Coating: Improves the flow of the powder and prevents clumping during mixing.
- Silane Coupling Agents: Creates a chemical bridge between the mineral and the plastic, significantly improving the tensile strength and impact resistance of the final product.
6. Technical Specifications from AMS Fine Chemicals
For R&D teams in Bhavnagar and beyond, we provide the following optimized grades:
| Grade | D50 Particle Size | Purity (Mg(OH)2) | Key Use |
| FR-Micro | 1.0 – 2.0 microns | > 99% | Thin-wall cables and film. |
| FR-Standard | 3.0 – 5.0 microns | > 98.5% | Industrial rubber and belts. |
| FR-Coated | 2.5 – 4.0 microns | Surface Treated | High-performance engineering plastics. |
7. Conclusion: The Sustainable Choice
As a global manufacturer based in Bhavnagar, Gujarat, AMS Fine Chemicals is committed to helping the world transition to safer, halogen-free fire protection. Magnesium Hydroxide is not just a chemical additive; it is a vital safeguard that protects lives, preserves equipment, and honors the environment.
By combining the natural heat-absorbing power of magnesium with modern surface chemistry, we ensure that your compounds are as strong as they are safe.